


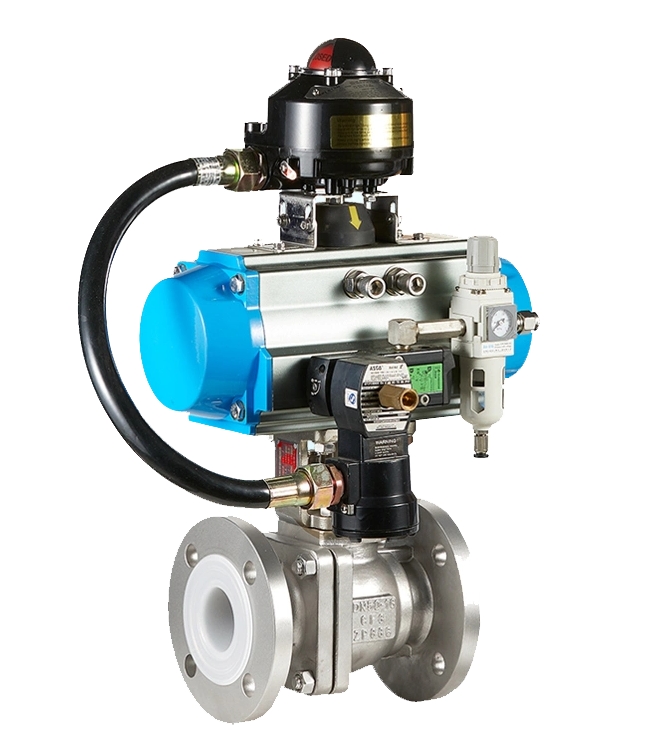
气动球阀作为工业管道系统中控制流体通断和流量调节的重要设备,广泛应用于石油、化工、电力、冶金等众多领域。然而,在长期运行过程中,由于受到介质特性、工作环境以及频繁操作等多种因素的影响,气动球阀可能会出现各种故障,影响系统的正常运行。及时准确地判断故障原因并采取有效的维修措施,对于保障生产过程的稳定、高效至关重要。
内漏:内漏是指阀门在关闭状态下,仍有介质从阀芯与阀座之间的密封面泄漏。这是气动球阀较为常见的故障之一,可能由多种原因导致。
密封面磨损:长期受到介质的冲刷、腐蚀以及频繁的开关动作,会使阀芯与阀座的密封面逐渐磨损,失去原有的平整度和光洁度,从而导致密封性能下降,引发内漏。例如,在输送含有颗粒杂质的介质时,这些杂质会在高速流动中对密封面产生强烈的冲刷作用,加速密封面的磨损。
密封面损伤:安装过程中的不当操作、异物进入阀门内部等情况,都可能造成密封面的损伤,如划伤、凹坑等。这些损伤会破坏密封面的完整性,使介质容易泄漏。比如,在管道系统进行清洗或吹扫时,如果没有对气动球阀进行有效的保护,杂质可能会进入阀门,撞击密封面。
密封材料老化:密封材料长期处于高温、高压或具有腐蚀性的介质环境中,会逐渐老化、硬化,失去弹性,无法紧密贴合密封面,导致内漏。不同类型的密封材料,其耐温、耐腐蚀性和使用寿命各不相同,选择不合适的密封材料,也会加速密封材料的老化过程。
外漏:外漏通常发生在阀杆与填料函之间、阀门的连接处以及气缸与执行机构的密封部位等。
阀杆外漏:阀杆外漏主要是由于填料函的密封失效引起的。填料长期受到阀杆的摩擦、介质压力和温度的影响,会逐渐磨损、变形或老化,导致密封性能降低。此外,填料压盖未拧紧或拧紧不均匀,也会使填料无法充分发挥密封作用,造成外漏。在一些高温、高压的工况下,填料的老化速度会更快,外漏的风险也相应增加。
连接处外漏:阀门与管道的连接处,如法兰连接、螺纹连接等部位,如果密封垫片损坏、螺栓松动或安装不符合要求,就会出现外漏现象。例如,在管道系统运行过程中,由于温度变化、振动等因素,螺栓可能会逐渐松动,导致密封垫片受力不均,从而出现泄漏。
气缸外漏:对于气动执行机构的球阀,气缸外漏可能是由于气缸密封件老化、损坏,或者气缸体出现裂缝等原因造成的。气缸外漏会导致压缩空气泄漏,影响执行机构的正常工作,使阀门无法准确动作。
不动作:阀门在接收到控制信号后,没有任何动作反应,这可能由以下原因引起。
气源问题:气源压力不足是导致阀门不动作的常见原因之一。可能是空压机故障、气源管道泄漏、过滤器堵塞等,使得到达气动执行机构的压缩空气压力低于阀门正常工作所需的压力。例如,空压机的活塞环磨损,导致压缩空气泄漏,输出压力下降;气源管道在长期使用过程中,由于腐蚀、振动等原因出现破裂,造成大量漏气。
控制信号传输问题:控制信号线路断路、短路或接触不良,会使阀门无法接收到正确的控制信号,从而无法动作。此外,控制器输出信号异常,如信号丢失、信号错误等,也会导致阀门不动作。例如,在电气控制系统中,由于线路老化、鼠咬等原因,可能会使控制信号线路出现断路;控制器的电路板出现故障,导致输出信号异常。
阀门内部机械故障:阀芯与阀座卡死、阀杆变形或折断、执行机构内部零件损坏等,都会使阀门无法正常动作。例如,介质中的杂质、污垢积聚在阀芯与阀座之间,导致阀芯无法转动;阀杆在受到过大的外力作用时,可能会发生变形或折断,使执行机构无法带动阀芯动作。
动作迟钝:阀门动作迟缓,响应时间过长,影响系统的控制精度和效率。
执行机构问题:执行机构的膜片老化、破裂,或者活塞密封件磨损,会导致执行机构的输出力下降,使阀门动作迟钝。此外,气缸内的润滑不良,也会增加活塞运动的摩擦力,影响阀门的动作速度。例如,膜片在长期使用过程中,受到压缩空气的反复作用,逐渐失去弹性,甚至出现破损;活塞密封件由于磨损,导致气缸内的压缩空气泄漏,输出力不足。
填料问题:填料压得过紧,会增加阀杆与填料之间的摩擦力,使阀杆运动受阻,阀门动作迟缓。另外,填料老化、硬化,也会导致摩擦力增大,影响阀门的动作性能。
阀门内部堵塞:介质中的杂质、污垢等在阀门内部积聚,堵塞了阀芯的运动通道,或者使阀芯与阀座之间的间隙变小,从而增加了阀芯运动的阻力,导致阀门动作迟钝。例如,在一些含有杂质较多的介质输送系统中,如果没有安装有效的过滤器,杂质就容易进入阀门内部,造成堵塞。
振荡:阀门在工作过程中出现频繁的、不规则的动作,即振荡现象。
阀门选型不当:所选阀门的额定流量过大,而实际工艺所需流量较小,阀门长期在小开度下调节,会导致介质流速过快,产生不稳定的流动力,引发阀门振荡。例如,在一个流量较小的管道系统中,选用了过大口径的气动球阀,阀门在调节流量时,开度往往较小,介质在阀门内部的流速很高,容易引起振荡。
控制系统参数设置不合理:控制系统的比例、积分、微分(PID)参数设置不当,会使控制信号不稳定,导致阀门频繁动作。例如,比例系数设置过大,会使阀门对偏差的响应过于敏感,容易产生振荡;积分时间设置过短,会使系统对误差的积累速度过快,也会导致阀门振荡。
管道系统振动:管道系统本身的振动传递到阀门上,与阀门的固有频率产生共振,导致阀门振荡。例如,管道系统中的泵、压缩机等设备运行时产生的振动,或者管道安装不牢固,在介质流动的冲击下产生振动,都可能引发阀门的振荡。
流量偏差大:阀门调节后的实际流量与设定流量存在较大偏差,无法满足工艺要求。
阀芯磨损:阀芯在长期的使用过程中,受到介质的冲刷、腐蚀,其形状和尺寸会发生变化,导致阀芯的流通面积改变,从而影响流量调节的准确性。例如,在输送具有腐蚀性介质的管道中,阀芯的表面会逐渐被腐蚀,使得阀芯的流通面积增大,实际流量大于设定流量。
定位器故障:定位器是控制阀门开度的重要装置,如果定位器出现故障,如反馈机构不准确、气源压力不稳定、放大器故障等,会导致阀门开度与控制信号不匹配,从而使流量调节出现偏差。例如,定位器的反馈电位器损坏,无法准确反馈阀门的开度,控制器会根据错误的反馈信号不断调整控制输出,导致流量偏差越来越大。
管道系统阻力变化:管道系统中新增设备、管道堵塞、阀门前后压力差变化等,都会引起管道系统阻力的改变,进而影响阀门的流量调节性能。例如,在管道系统中安装了新的过滤器或换热器,会增加管道的阻力,使得阀门在相同开度下的流量减小。
流量波动:在调节过程中,流量出现无规律的波动,影响系统的稳定运行。
气源压力不稳定:气源压力的波动会导致气动执行机构的输出力不稳定,使阀门开度发生变化,从而引起流量波动。例如,空压机的供气压力受到电网电压波动、压缩机本身性能不稳定等因素的影响,出现压力波动,会直接传递到气动球阀的执行机构上。
控制系统干扰:控制系统中的电磁干扰、信号噪声等,会影响控制信号的稳定性,使阀门的开度控制出现偏差,导致流量波动。例如,在电气设备密集的工作环境中,控制信号线路容易受到电磁干扰,产生噪声信号,干扰控制器对阀门的正常控制。
介质特性变化:介质的温度、压力、粘度等特性发生变化,会影响介质的流动状态,使阀门的流量调节变得不稳定。例如,在一些化工生产过程中,介质的温度和压力会随着反应过程的进行而发生变化,这可能导致介质的粘度改变,从而影响阀门的流量调节性能。
内漏维修
密封面修复:对于密封面轻微磨损的情况,可以使用研磨工具对密封面进行研磨修复。通常采用专用的研磨膏和研磨盘,按照正确的研磨工艺,对阀芯和阀座的密封面进行研磨,使其恢复平整度和光洁度。在研磨过程中,要注意控制研磨力度和方向,避免过度研磨导致密封面损坏。
密封面更换:如果密封面磨损严重或出现较大的损伤,无法通过研磨修复时,则需要更换新的阀芯和阀座。在选择新的阀芯和阀座时,要确保其材质、尺寸和密封形式与原阀门匹配。安装时,要严格按照安装要求进行操作,保证阀芯和阀座的同轴度和密封面的贴合精度。例如,在安装前,要对新的阀芯和阀座进行清洗和检查,确保无杂质和缺陷;安装过程中,使用专用的安装工具,避免损伤密封面。
密封材料更换:若密封材料老化导致内漏,应及时更换密封材料。根据阀门的工作温度、压力、介质特性等因素,选择合适的密封材料。常见的密封材料有聚四氟乙烯(PTFE)、橡胶、金属等。更换密封材料时,要注意将旧的密封材料彻底清除干净,确保密封槽内无残留杂质。然后,按照正确的方法将新的密封材料安装到密封槽内,保证密封材料的安装质量。
外漏维修
阀杆外漏维修:如果是填料函密封失效导致阀杆外漏,首先应检查填料压盖是否拧紧。若压盖未拧紧,可使用扳手适当拧紧压盖,但要注意不要过度拧紧,以免损坏阀杆或填料。如果拧紧压盖后仍无法解决问题,则需要更换填料。更换填料时,先将填料压盖松开,取出旧的填料,然后将新的填料逐圈填入填料函内,每填入一圈,都要用工具适当压紧,确保填料的密封性。最后,将填料压盖拧紧至合适的程度。
连接处外漏维修:对于阀门与管道连接处的外漏,若密封垫片损坏,应更换新的密封垫片。在选择密封垫片时,要根据连接方式和工作条件选择合适的垫片类型和材质。例如,法兰连接可选用橡胶垫片、金属缠绕垫片等;螺纹连接可选用聚四氟乙烯生料带等。更换垫片时,要将旧垫片清理干净,确保连接面平整、无杂质。然后,将新垫片正确安装在连接面上,按照规定的扭矩值拧紧螺栓,保证连接处的密封性。如果是螺栓松动导致外漏,应使用扳手按照规定的扭矩值重新拧紧螺栓。在拧紧螺栓时,要采用对角拧紧的方法,使螺栓受力均匀,避免密封垫片受力不均而导致泄漏。
气缸外漏维修:当气缸出现外漏时,首先检查气缸密封件是否老化、损坏。若密封件损坏,应及时更换相应的密封件。例如,对于 O 型密封圈、活塞密封环等密封件,要选择与气缸型号匹配的产品进行更换。更换密封件时,要注意将气缸内部清理干净,避免杂质进入影响密封效果。如果气缸体出现裂缝,一般情况下需要更换整个气缸。在更换气缸时,要确保新气缸的型号、规格与原气缸一致,并按照正确的安装方法进行安装,连接好气源管道和控制线路。
不动作维修
气源检查与修复:检查气源系统,包括空压机、气源管道、过滤器等。若空压机故障,应及时维修或更换空压机的故障部件。例如,若空压机的活塞环磨损,应更换活塞环;若空压机的电机烧毁,应更换电机。对于气源管道泄漏,要找到泄漏点,进行修复或更换泄漏的管道部分。如果过滤器堵塞,应清洗或更换过滤器滤芯,确保气源的清洁和压力稳定。
控制信号线路检查与修复:检查控制信号线路,使用万用表等工具检测线路是否断路、短路或接触不良。对于断路的线路,要找到断点并进行连接修复;对于短路的线路,要排查短路原因,修复短路故障;对于接触不良的接头,要重新插拔或更换接头,确保控制信号能够正常传输。同时,检查控制器的输出信号是否正常,若控制器出现故障,应根据故障情况进行维修或更换控制器。
阀门内部机械故障维修:如果是阀芯与阀座卡死,可先尝试使用工具轻轻撬动阀芯,使其松动。若仍无法解决,需将阀门解体,清理阀芯与阀座之间的杂质、污垢,并检查密封面是否损坏。若密封面损坏,按照内漏维修的方法进行修复或更换。对于阀杆变形或折断的情况,需要更换新的阀杆。在更换阀杆时,要选择与原阀杆材质、尺寸相同的产品,并确保安装正确,阀杆与阀芯、执行机构的连接牢固。若执行机构内部零件损坏,如齿轮磨损、弹簧断裂等,应更换相应的损坏零件。在更换零件后,要对执行机构进行调试,确保其动作灵活、可靠。
动作迟钝维修
执行机构维修:若执行机构的膜片老化、破裂,应更换新的膜片。在更换膜片时,要注意选择与执行机构型号匹配的膜片,并按照正确的安装方法进行安装,确保膜片的密封性能。如果活塞密封件磨损,应更换活塞密封件,并对气缸内部进行清洁,涂抹适量的润滑油,减少活塞运动的摩擦力。同时,检查气缸的润滑系统是否正常,若润滑不良,应添加或更换合适的润滑油。
填料调整与更换:对于填料压得过紧导致的阀门动作迟钝,可适当松开填料压盖,减小阀杆与填料之间的摩擦力。但要注意,松开压盖后要观察阀门的外漏情况,若出现外漏,应重新调整压盖的松紧程度。如果填料老化、硬化,应更换新的填料。在更换填料时,按照阀杆外漏维修中更换填料的方法进行操作。
阀门内部清理:当阀门内部堵塞导致动作迟钝时,需要将阀门解体,清除内部的杂质、污垢。可使用清洗剂、刷子等工具对阀门内部的各个部件进行清洗,确保阀芯的运动通道畅通无阻。在清洗完成后,对阀门进行组装,并进行开关试验,检查阀门的动作是否恢复正常。
振荡维修
阀门选型调整:如果是阀门选型不当导致的振荡,应根据实际工艺流量,重新选择合适规格的阀门。在选择阀门时,要充分考虑工艺参数、介质特性、管道系统等因素,确保阀门的额定流量、压力等级、流量特性等与实际工况相匹配。例如,对于流量较小且变化范围不大的工艺系统,可选择小口径、流量特性稳定的气动球阀。
控制系统参数优化:重新调整控制系统的 PID 参数,通过试验和调试,找到适合阀门工作的最佳参数组合。在调整参数时,应逐步进行,观察阀门的动作情况和流量调节效果,避免参数调整过大导致系统不稳定。一般来说,先调整比例系数,使系统对偏差有适当的响应;然后调整积分时间,消除系统的稳态误差;最后调整微分时间,提高系统的响应速度和稳定性。
管道系统减振:对于管道系统振动引起的阀门振荡,可采取一系列减振措施。例如,增加管道支架的数量和强度,合理布置支架的位置,减少管道的振动幅度;在管道与阀门连接处安装减振器、橡胶软接头等,隔离管道振动对阀门的传递;对管道系统中的振动源,如泵、压缩机等设备,进行减振处理,如安装减振垫、采用柔性连接等。通过这些措施,降低管道系统的振动,避免阀门发生共振。
流量偏差大维修
阀芯更换:若阀芯磨损导致流量偏差大,应更换新的阀芯。在选择阀芯时,要根据介质的特性和工作条件,选择合适的材质和结构的阀芯。例如,对于腐蚀性介质,应选择耐腐蚀的阀芯材质,如不锈钢、哈氏合金等;对于高压、高速流体,应选择结构强度高的阀芯。在更换阀芯后,要对阀门进行流量测试,确保流量调节的准确性。
定位器校准与维修:对定位器进行校准,检查定位器的反馈机构是否准确,气源压力是否稳定,放大器是否正常工作。可使用标准信号发生器和压力计等工具,对定位器进行校准和调试。若定位器的某个部件损坏,如反馈电位器、放大器电路板等,应及时更换损坏的部件。在维修和校准定位器后,要重新对阀门进行调试,使阀门的开度与控制信号准确匹配,保证流量调节的精度。
管道系统检查与优化:检查管道系统是否存在阻力变化的情况,如管道堵塞、新增设备等。
